| My files [12] |
| Main » Files » My files |
| 2013-03-06, 6:00 PM | |
| WELDING DEFECTS DEFECTION OF WELDING DEFECT The discontinuity can make a failure during service. It has size, shape, location. According to the American Society for Mechanical Engineers (ASME), welding defect causes are broken down as follows: 45 percent poor process conditions, 32 percent operator error, 12 percent wrong technique, 10 percent incorrect consumables, and 5 percent bad weld grooves. TYPES OF WELDING DEFECTS SOLDIFICATION CRACKING             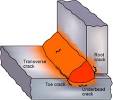   Incorrect filler, failure to control dilution. High restraint, high heat input. due to non uniform heating & cooling , high tension joints , improper electrode , poor fit-up , hot cracks due to more sulfur content silicon . & phosphorous , H2 mixed electrode , high hardened steel, & cold cracks due to hydrogen . CRATER CRACK                INADEQUATE PENETRATION (OR) LACK OF PENETRATION Molten metal has not fused or failure with base metal at root side. It is occurs due to inadequate heat , big size electrode , miss match , too much speed , small root gaps LACK OF SIDE WALL FUSION Current too low , travel speed too high, incorrect torch angle, Oxide film, improper cleaning, narrow opening LACK OF INTER RUN FUSION incorrect torch angle, Current too low , travel speed too high, incorrect torch angle, Oxide film, improper cleaning, narrow opening LACK OF ROOT FUSION wide root opening EXCESS PENETRATION Speed low , current too high ROOT CONCAVITY sucked back, too wide root gap, current too high SLAG INCLUSION There are two types of inclusions: linear inclusions and rounded inclusions. Inclusions can be either isolated or cumulative. Linear inclusions occur when there is slag or flux in the weld. Slag forms from the use of a flux, which is why this type of defect usually occurs in welding processes that use flux, such as shielded metal arc welding, flux-cored arc welding, and submerged arc welding, but it can also occur in gas metal arc welding. This defect usually occurs in welds that require multiple passes and there is poor overlap between the welds. The poor overlap does not allow the slag from the previous weld to melt out and rise to the top of the new weld bead. It can also occur if the previous weld left an undercut or an uneven surface profile. To prevent slag inclusions the slag should be cleaned from the weld bead between passes via grinding, wire brushing, or chipping.[13] Isolated inclusions occur when rust or mill scale is present on the base metal.[14] PUCKERING excessive oxide entrapment – poor gas shielding OVER LAP weld bead over large UNDER CUT 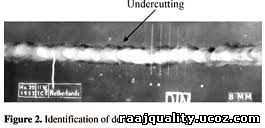     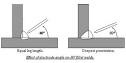     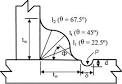     Undercutting is when the weld reduces the cross-sectional thickness of the base metal, which reduces the strength of the weld and workpieces. One reason for this type of defect is excessive current, causing the edges of the joint to melt and drain into the weld; this leaves a drain-like impression along the length of the weld. Another reason is if a poor technique is used that does not deposit enough filler metal along the edges of the weld. A third reason is using an incorrect filler metal, because it will create greater temperature gradients between the center of the weld and the edges. Other causes include too small of an electrode angle, a dampened electrode, excessive arc length, and slow speed. POROSITY due to trapped gas during cooling because of moisture in the flux or too low or too high current and less time for escaping gas ICICLES (BURN THROUGH) SPATTERS DISTORTION Welding methods that involve the melting of metal at the site of the joint necessarily are prone to shrinkage as the heated metal cools. Shrinkage then introduces residual stresses and distortion. Distortion can pose a major problem, since the final product is not the desired shape. To alleviate certain types of distortion the workpieces can be offset so that after welding the product is the correct shape.[11] The following pictures describe various types of welding distortion:[12] ARC STRIKE Arc strike cracking occurs when the arc is struck but the spot is not welded. This occurs because the spot is heated above the material's upper critical temperature and then essentially quenched. This forms martensite, which is brittle and micro-cracks. Usually the arc is struck in the weld groove so this type of crack does not occur, but if the arc is struck outside of the weld groove then it must be welded over to prevent the cracking. If this is not an option then the arc spot can be postheated, that is, the area is heated with an oxy-acetylene torch, and then allowed to cool slowly.[3] MAGNETIC BLOW OVER LAP UNDER FILL LAMINAR TEARING Lamellar tearing is a type of welding defect that occurs in rolled steel plates.[16] It has rarely been an issue since the 1970s because steel produced since then has less sulfur.[17] There is a combination of causes: non-metallic inclusions, too much hydrogen in the material, and shrinkage forces perpendicular to the face of the plates. The main factor among these reasons is the non-metal inclusions, of which the sulfur is the main problem. Lamellar tearing is no longer a problem anymore because sulfur levels are typically kept below 0.005%.[17] Some things that are done to overcome lamellar tearing are: reducing amount of sulfur in the material or adding alloying elements that control the shape of sulfide inclusions, such as rare earth elements, zirconium, or calcium.[18] A more drastic option is change the workpieces to castings or forgings because this type of defect does not occur in those workpieces.[16] OXIDATIONTUNGSTEN INCLUSION MISALIGNMENT CONVEXITY & CONCAVITY BLUE BRITTLE EXCESS REINFORCEMENT | |
| Views: 3552 | Downloads: 0 | Comments: 1 | Rating: 0.0/0 | |
| Total comments: 0 | |