| My files [12] |
| Main » Files » My files |
| 2013-03-06, 6:01 PM | |
| COLD WELDING
The cold welding process is performed in solid state, where metal joint is produced in the room temperature and also under of mechanical pressure. The joint is made without of filler rod. The main characteristic of this welding process is total absence of heat and flux. A specially designed die is used for restricting or controlling the deformation of weld parts. The pressure is applied by manually or with power driven. The amount of pressure is applied on three factor- 1. Nature of surface area of die. 2. Thickness of the metal. 3. Characteristic of material. Cold welding materials: Cold welding process is most suitable for welding of non-ferrous metals. Aluminium and its alloys. Aluminium to copper. Copper to its alloys. Silver to copper or its alloys. Copper to nickel. Nickel to iron.   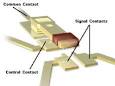     
ULTRASONIC WELDING Ultrasonic is a rate of high frequency method, which is too much high that the note produced lies beyond the range of human hearing. The vibration is the source of energy or frequency. Ultrasonic welding is a solid state of welding process where joint is produced by the local application of high frequency to the work pieces which are held together under pressure. The average frequency is used in ultrasonic welding is about 20 kHz and lower cases 10 kHz, but in some special circumstances is used high frequency as 170 kHz. It is a molecular movement process by which the combination of pressure and high vibration. The metallic bonding is carried out in solid state, without applying of heat, filler rod or high pressure Principle operation of ultrasonic welding First only degreasing should require from weld surfaces because, it can not be removed by this welding process. Otherwise the insulation coating, moisture, oxides are split up and removed very easily by ultrasonic high frequency. Which work pieces to be weld that should be well clamped between the sonotrode tip and anvil. The contacting face of weld tip and anvil is made of HSS or High Speed Steel because of here wear can occur during welding (HSS is the wear resistant metal). The sonotrode and anvil in which surfaces to be contacted with work piece, that should be well surface finish. It is usual to have a slightly radius surface on the sonotrode tip face, the ratio is about 50 to 100 times the thickness of the weld material. A frequency converter is employed, which is converted the line frequency 50Hz into high frequency electrical power. A transducer attachment converts the electrical frequency into ultrasonic high frequency energy. The high frequency energy transmitted to the weld joint through the welding tip. A coupler is made the bridge between welding tip and transducer. The tip oscillates on the weld joint with the help of some mechanism. Dynamic shear stresses are generated in-between the metal interface due to the combine application of static load and high frequency. Because of dynamic stress a plastic deformation is occurred at the interface. The surface coating and other surface thin film does not matter for metallic bond.      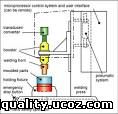     HOT PRESSURE WELDING DIFFUSION WELDING The diffusion welding process is one kind of solid state welding method. The weld joint is produced under a tremendous pressure applying on holding job. The matched metal surface should be perfectly cleaned and mated also and finally grow together by atomic diffusion. Diffusion welding method: In diffusion welding process any surface can be welded except dead smooth surface. Every metal surface have a pick or heel point and valley point. In there have either metal oxide or dirt, grease etc. Initial both metals are mate together which metal face to be weld. Now hold it under huge pressure such like that the roughness of metals are deformed . This time the dirt or other impure materials are dispersed from weld surface. The pressure which is applied for joining the surface is about 400 to 700 kg/cm2. The weld metal surfaces are defused under huge amount of pressure. After a certain period of holding the entire area of contact surface is bonded. This whole process is take a long period. If reducing the bonding or welding time then some heat may be applied on weld area.           FORGE WELDING Forge welding method is oldest welding process. It has an application of the blacksmith’s method of metals joining. The metals which to be joint are heated in furnace or some other source of heat to the plastic stage or just bellow the molten stage of metals (looks like very bright). Then heated metals are bring on anvil from heat source and superimposed the both metals where to be joint. Apply the hammering or pressed together until a joint has been created. The applying of heat must be uniformed. Otherwise the joint is made weak or spongy rough appearance. So heat should not be too high or too little. To avoidance of oxidation a little amount of flux may be used in weld joint.           EXPLOSIVE WELDING Explosive welding is one of the cold state welding process. This is define as, the weld joint is made by the effect of high velocity movement, which is totally controlled by explosion or detonation. The explosive welding is basically a collision between components in high velocity or motion. High velocity is created by an explosive charge element. Explosive welding process: In bellow illustrated picture shown a parallel metal (metal 2) positioned above the another parent metal (metal 1) which to be weld. The metal 2 adopted a explosive. The explosive is placed on a buffer ( a piece of rubber or cardboard, which protect the top surface from damage of explosion). The parent metal placed on anvil. The detonator is ignited and exploded. The detonation velocity is less than the sonic velocity in the metal 1 and metal 2. A extremely high pressure is generated due to explosion and provides a relative shear or sliding pressure between metal 2 and metal 1 or parent metal. This time both metals behave
like viscous fluids, which obey the law of fluid mechanics. A thin high
velocity is formed on the surface of both metals due to relative motion. This
is sufficient velocity to sticking the both metals. 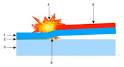       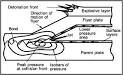  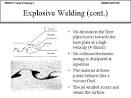
LASER BEAM WELDING In general cases heat is required to fuse the metals for any types of welding, in laser beam welding process the heat is obtained from the application of a concentrated coherent light beam which striking upon the weld metal and melt the metal, such this weld joint is obtained, this welding process is called laser welding. In laser beam, the lights are coherent, i.e. light rays are identical and parallel. The laser device is generates the concentrating light wave into narrowly and gets the highly intense beam which can imparts tremendous amount of heat energy on a small area, this heat energy can fuse the metals, which we are using for welding purpose A laser beam is produced inside of the Ruby Crystal. The Ruby Crystal is made of aluminium oxide with chromium dispersed throughout it. Which is forming about 1/2000 of crystal, this less than natural ruby. Silver coated mirrors are fitted internally in the both side of crystal. The one side of mirror has a tiny hole, a beam is come out through this hole. A flash tube is placed around the Ruby Crystal, which is filled with xenon inert gas. The flash is specially designed such as which is made flash rate about thousands flashes per seconds. The electrical energy is converted into light energy, this is worked by flash tube. The capacitor is provided for storage the electrical energy and supply the high voltage to flash tube for performed appropriately. The electrical energy discharged from capacitor and xenon transform the high energy into white flash light rate of 1/1000 per second. The chromium atoms of Ruby Crystal are excited and pumped into high energy. Due to heat generating the some of this energy is lost. But some light energy reflected mirror to mirror and again chromium atoms are excited until loss their extra energy simultaneously to form a narrow beam of coherent light. Which is come out through the one end tiny hole of crystal’s mirror. This narrow beam is focused by a optical focusing lens to produce a small intense of laser on the job.    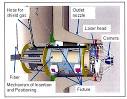 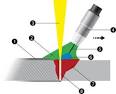
ELECTRO BEAM WELDING The electron beam welding is one special type of fusion welding process. The weld joint is made by heat is obtained from high velocity of concentrate electron beam. The continuously strike of electron on the metal surface caused a kinetic energy convert into the heat energy, which is sufficient to fuse the metal and joint together Electron beam welding principle: In electron beam welding the electron or negative charged particle plays the master role. Which is propelled from a negative pole or cathode to positive pole or anode. This system totally performed in high vacuum. To create a vacuum for minimize the loss of electron flow and increases the electron velocity. To obtain high velocity of electron, it should required increase of voltage. The voltage is directly proportional to electron velocity. High velocity electron means the negative charged particle or electron rapidly passing from cathode point to anode point. In other way heat is directly proportional to electron velocity. So more electron velocity means more heat is obtained. The work piece worked as a anode and filament is cathode. An electromagnetic coil is used in beam gun for focusing the beam on work piece. The produced heat is sufficient to fuse the metal and such this weld joint made 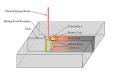          THERMIT WELDING Thermit welding is a chemically reaction welding process. The weld joint is produced by pouring of superheated molten metal around the joint to be welded, applying with or without of pressure. Thermit welding basically called a mixture of finely divided metal oxide and a metal reducing agent as aluminium. Thermit welding principle: The necessary heat for joining metal of thermit welding is obtained from chemical reaction of metal oxide and metal reducing agent. Usually iron oxide is used as a metal oxide and aliminium or magnesium is used as metal reducing agent. The strong chemical attraction of aluminium for oxygen is the basis for thermit process. First the thermit mixture is ignited by a burning magnesium ribbon. The ignited temperature of thermit is about 12000C. When ignited in one spot of mixture, the heat reaction spreads through the mass. The aluminium merging with the oxygen of metal oxide and setting free the iron, which is deposited on joint portion into the mold as a highly superheated liquid metal. If theoretical temperature is about 30000C of thermit, due to chilling effect of crucible the temperature is reduced about 25000C. So it is sufficient for welding temperature.    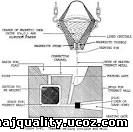       ATOMIC WELDING The atomic hydrogen welding is one kind of arc welding process where welding joint is made by heating the work piece with an arc is maintained between two electrodes and same time a hydrogen steam atmosphere is made in welding zone. This stem of hydrogen gas act as a shielding gas also. A filler rod may or may not be used additionally Atomic hydrogen welding principle: In Atomic hydrogen welding the work piece consist may not part of electrical connection for completing electrical circuit. The arc is produced only between two tungsten electrodes. The molecular hydrogen when passing through the electrical arc and then it is broken into atomic hydrogen form. That time it is absorbed heat energy which is supplied from arc. The arc supplies the energy for chemical reaction. These hydrogen atoms recombine again to form of molecular stage. This recombination take place in the comparatively lower temperature zone as outer zone of arc. This time it releases extra amount of heat energy. This extra heat is added with main arc temperature and it produces much amount of heat, which is utilized for welding purposes. This combine heat is concentrated at high temperature in the small volume of arc.           BRAZING Brazing is one of the joining method wherein coalescence is produced by heating in a suitable temperature and by additional using a filler metal and having a liquidus temperature above 4270C and bellow the solidus temperature of base metals. In braze process the metallic parts are joined by a non-ferrous filler metal or alloys. The filler metals are distributed through the closely fitted mating parts and joint by the capillary action force. Brazing is the semi-permanent joint, whereas welding is permanent joint. Principle of brazing operation: There are not necessary to melt the base metal. In brazing process comparatively the low melting point filler metals are used against the base metal. The joint operation will be success while the base metal pieces are cleaned and free from oxides, oils, grease etc. The braze filler metal wets the base metal surfaces and spreads along the consecutive joint surface with the capillary action. Here the capillary action force is plying major part of rolls to producing good quality of brazing joint. For the brazing process doing smoothly the fluxes are used additionally, which is cleaned the metal surfaces and provided the wet properties to the base metal surface. Due to the capillary attraction between the base metal and filler metal is much times higher than that between the flux and brazing base metal. In the brazing process the fluxes are thrown away and filler metals are flows into the very tiny gap of mating parts or by the capillary attraction the joint is produced. While the gap of mating parts are too small, the capillary attraction flow will be better. Remember this— the high fluidity of molten filler metal is the important factor in obtaining successful brazing joint          
SOLDERING Solder joint is the process of joining of metals wherein joint is produced by heating to a suitable temperature and used of filler metals having a liquidus temperature not exceeding 4270C and bellow the solidus temperature of base metals. In the solder joint the filler metals are spreads throughout in the properly fitted joint surfaces by the capillary attraction force. Principle of solder joints or how to solder: The following issue should be maintained for the good solder joint. 1. Selection of right soldering filler material and flux. 2. Maintaining the proper joint design and clearance. 3. Sufficient joint surfaces cleanness is required. 4. For suitable wetting of solder on the base metals the right heating is required in optimum time. 5. After soldering process it should be left to cooling without disturbance, otherwise during solidification the micro crack formed in the joint. 6. Properly flux should be applied to the joint surfaces. 7. After cooling process the flux should be removed from the joint area and surrounding area by proper flux removal process, otherwise it will get catch corrosion in very quickly.   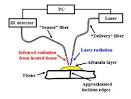       | |
| Views: 1149 | Downloads: 0 | Rating: 0.0/0 | |





| Total comments: 0 | |