| My files [12] |
| Main » Files » My files |
| 2013-03-17, 2:27 PM | |
| WELDING DETAILS
WELDING Technical Background of Welding: In all welding joint processes heat is applied to or produced at the joint and heated surfaces are brought into close contact, as result the joint surfaces to grow together into single body. Now we will see what happen during this growing up together process. It is we all known that the matter is made of molecules which in turn into atom. The atoms of molecules are become active when the temperature of material reaches absolute zero (-2730C). At that time the molecules are moves with vibratory motion. In the higher temperature the vibratory motions of atoms is greater. During welding temperature it is sufficient to allow the atoms to make a bridge for the closely contacting surfaces. Thus there is an exchange of atoms among the molecules of the surfaces to be joined. Through this exchange of molecules of one surface interlock with adjacent other surface and this process we get weld joint SHORT HISTORY OF WELDING There are many different types of welding process in the welding history. The term welding, whose origin is identical with that of the word well in the sense of welling or boiling up. In the previous time known to have been familiar to some extent with the blowpipe or flame torch, but there was no record of their having ever applied it to the joining of metal by fusion process. The water-gas welding process was applied in the end of 19th century. The flame which is produced from water-gas replaced the blacksmith s hearth as a mean of heating the metal and welded the metal but this is first welding. Another type of welding is the more modern types the termed cast-welding. In this method the molten metal pouring into a mould which has runner at the point where the casting had failed to flow or wherever there was a fractured place. The molten iron poured in until it was fluid everywhere around the edge of the job and runner was stopped up, then the iron was allowed to cold in the mould. This welding process can be said modern fusion weld process, but this is slightly high cost process than other types of welding TYPES OF WELDING
GAS WELDING ARC WELDING 1) AIR ACETYLENE WELDING 1) CARBON ARC WELDING 2) OXY-ACETYLENE WELDING 2) TIG WELDING 3) OXY-HYDROGEN WELDING 3) MIG WELDING 4) PRESSURE GAS WELDING 4) SUBMERGED ARC WELDING 5) SHIELD METAL ARC WELDING RESISTANCE WELDING 6) PLASMA ARC WELDING 1) SPOT WELDING 7) FLUXED CORED ARC WELDING 2) SEAM WELDING 8) STUD ARC WELDING 3) PERCUSSION WELDING 9) ELECTRO SLAG WELDING 4) HIGH FREQUENCY WELDING 5) PROJECTION WELDING SOLID STATE WELDING 6) RESISTANCE WELDING 1) FRICTION WELDING 7) FLASH BUTT WELDING 2) COLD WELDING 3) ULTRASONIC WELDING RADIANT ENERGY WELDING 4) HOT PRESSURE WELDING 1) LASER BEAM WELDING 5) DIFFUSION WELDING 2) ELECTRO BEAM WELDING 6) FORGE WELDING 7) EXPLOSIVE WELDING
THERMO CHEMICAL WELDING
1) THERMIT
WELDING
SOLDERING
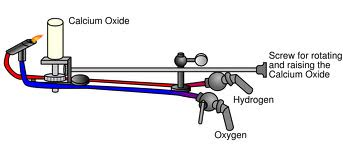
Air acetylene welding is one type of gas welding process, where unit body is produced by the heating work piece. The heat is produced from mixture of acetylene and air. Weld joint is made without the application of pressure and with or without use of filler metal. Air acetylene welding working principle Bunsen burner working principle is followed in air acetylene welding torch. A certain amount of pressure acetylene gas is flowing through Bunsen jet torch and same time a suitable amount of air included. Such this a weld-able flame is produced. First acetylene gas is flown through a proper hose and it is regulated by a valve system. Acetylene gas is mixed with automatic included air for combustion. During combustion required amount of oxygen is obtained from air. There a special designed torch is used.           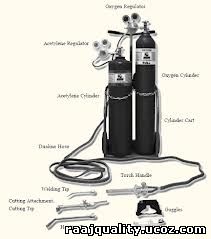     OXY ACETYLENE WELDING Oxy-acetylene welding is one of the flame welding or gas weld process, because the flame is produced of mixture of gasses in a combustion chamber for heat provided to the job. Oxy-acetylene mixture of gasses most commonly used for producing high temperature 32600C. It is oldest development fusion welding process. No pressure is required on the job to be welded, the heat is drive to welding the pieces. The acetylene is obtained by the action of oxygen and calcium carbide. CaC2 + 2H2O = Ca(OH)2 + C2H2 (Acetylene) The gas acetylene( C2H2 )is play the most important role in Oxy-acetylene welding because it has the highest calorific value. Advantages- In gas welding the heating and cooling rate is slow, so it is advantage in some material welding from welding failure. The flame can be controlled easily where need low and high temperature for welding or brazing or soldering. Filler metal deposit rate can be controlled easily, because source of heat and filler metals are separate. Preheating facility is in welder’s hand. So where required it can be applied. In comparison of other welding process, it is low cost and low maintenance. Nozzle sizes for various metal thickness- Nozzle size 1 2 3 5 7 10 Plate thickness 1/32 3/64 1/16 3/32 1/8 5/32 Gas welding temperature for various common material. Aluminium —–––- 6500C Bronze —–––––9000C Brass —––––-8900C Copper —–––––– 10650C Lead —–––––––3300C Steel(C 0.2%) 15500C Grey cas-tiron–––12000C Zink —–––––––4250C Tin —–––––––2300C           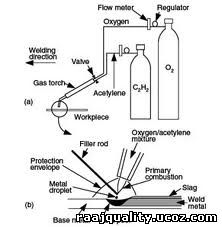     OXY HYDROGEN WELDING In producing of flame to welding
generally oxy acetylene is the most convenient. In there acetylene is used as a
fuel gas, which is combusted with oxygen to produce a flame. There are various
type of fuel gas is used for flame, like butane, propane, hydrogen, natural gas
etc. That is depend on type of material, how temperature is required for
welding etc. It is indicate that the produced flame is strongly oxidizing flame. Where low melting temperature is required for welding there can be oxy-hydrogen flame is used. The metal like lead, aluminium etc. low melting temperature materials can be welded. In oxy-hydrogen gas welding equipments are more or less same as
oxy-acetylene, only differ in pressure control valve regulator. In this welding
a special type of regulator is used. In this type of flame no carbon is
existed. Steel welding can not possible with oxy-hydrogen flame. Because it
needs higher temperature. Higher temperature can be obtained by increasing of
oxygen, but flame can not be obtained perfectly. In oxy-hydrogen flame there
are no facilities to combustion the both gases as oxy acetylene. So, it not
possible to obtained neutral flame.     
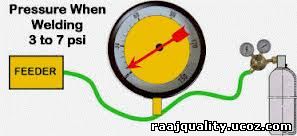
PRESSURE GAS
WELDING The Pressure gas welding is define as, the coalescence body is produced by the heating of weld metal and heat source is some gas of mixture. Then apply the pressure on weld metal to completed the pressure gas welding. Any kind of filler metal is not used in this welding process. This welding technique is commonly used in sheet metal welding, pipe welding, railroad joining etc. Any kind of edge preparation is not required in this type of welding method.
          | |
| Views: 2150 | Downloads: 0 | Rating: 0.0/0 | |





| Total comments: 0 | |