| My files [12] |
| Main » Files » My files |
| 2013-03-17, 1:41 PM | |
CARBON
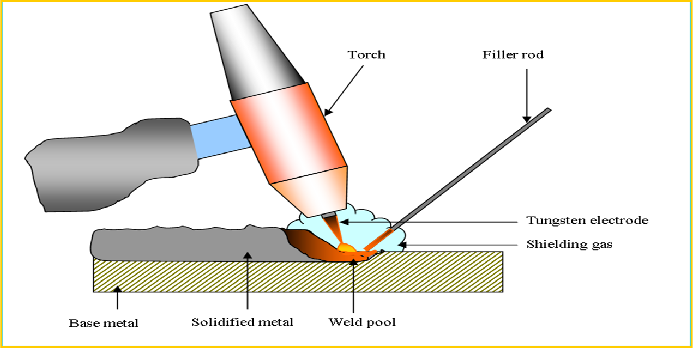
ARC WELDING 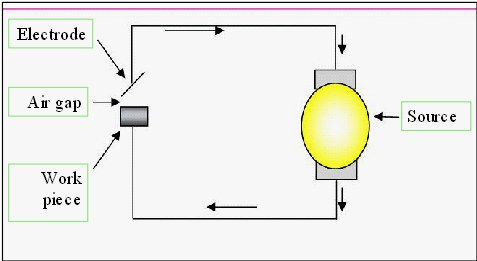 The carbon-arc welding is the another type of arc welding. Where carbon or graphite are used as a electrode. There are two methods used for produced an arcs, the single-carbon process and another is the twin-carbon process. The main difference is, the twin-carbon arc welding carried electrically independent torch. The carbon-arc welding is invariably carried out with direct current. The heat is produced between carbon electrode and work piece, base metal melts with this heat and additional filler metal can be added where extra metal needed. The essential point of this carbon-arc welding is that the filler rod quite difference from the ordinary filler rod. Because it can not be connected with current source     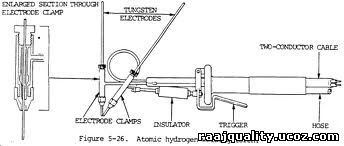    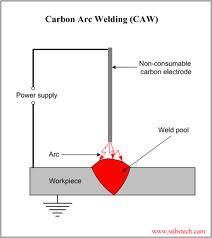     TIG WELDING TIG welding means Tungsten Inert Gas welding is the special designed welding system. In arc welding we have seen coated electrodes are used, a protective enveloped gases formed around the weld zone from attack the atmosphere oxygen and nitrogen . In the TIG welding there inert gasses are used . The arc is maintained between the tip of tungsten which worked as a electrode and work piece. A special type electrode holder is made for the inert gases spread on the weld bid concentrically. The tungsten non-consumable electrodes are used for tig weld. The filler rod is additionally added to the weld joint.     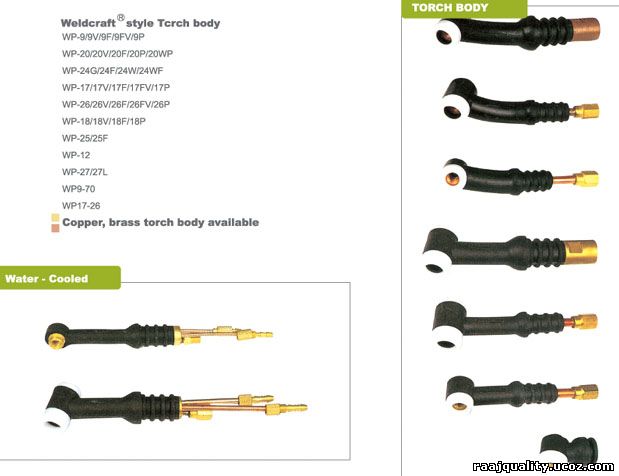 MIG WELDING MIG WELDING
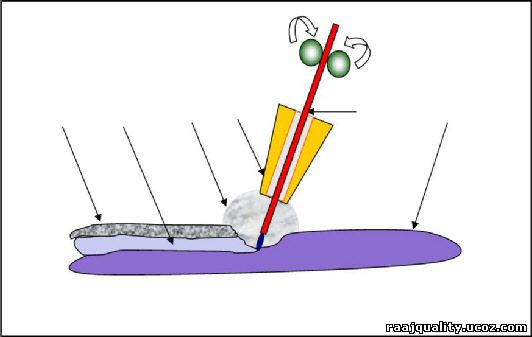
Metal Inert Gas or MIG weld process have in common the electrode used as the filler wire which is continuously fed and heating the job with an arc is established on the work, total or partial inert gas used for shielding the produced arc. There is no flux used for weld, helium, argon, carbon-dioxide or some gas mixture is used to shield for the arc and molten metal from atmosphere. PRINCIPLE OF MIG This welding process is said for semi-automated MIG welding. Check the electrical supply, water supply and gas flow in before going to ignition started. Then set the feed of electrode and proper current also. The electrode should be projected about 12-16 mm from the torch tip before going to start arc. The arc length should be maintaining about 2-4mm and the torch tip should be 10-12mm from the work piece. To produce the arc the shielding gas and proper current supply is to be on and scratch the electrode against the job, then moved forward to carry out MIG welding. Always take in mind that the electrical supply, gas flow and water supply should be on. The torch is moved along the joint for carrying out the welding process and the torch angle is about 700with the horizontal.   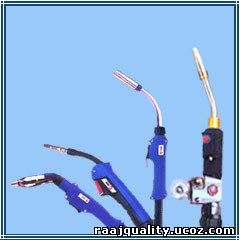   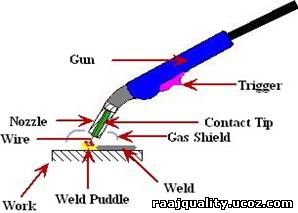 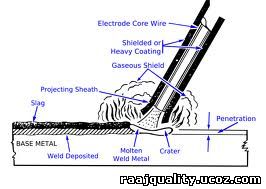 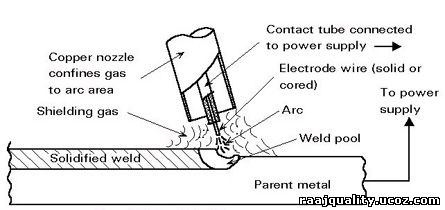 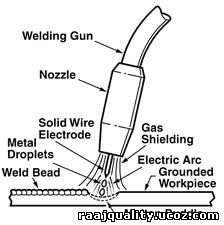 
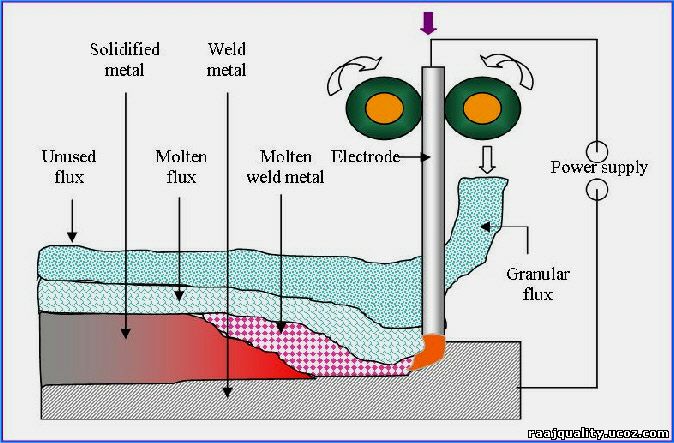
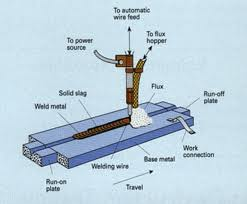
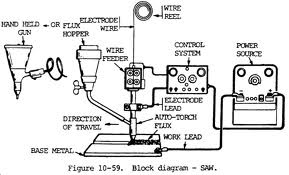
SUBMERGED ARC WELDING Submerged welding is an arc welding process, where welding joint is made by producing an electrical arc or arcs set up between the bare metal electrode and weld metal. This welding process held totally hide condition under a blanket or granular material (flux). There are no pressure is required and continuously fed the bare electrode act as a filler metals on the joints for melt. Submerged welding principle: In submerged arc welding process a bare electrode is used and flux is used as a granular material. An electric arc is produced between bare electrode and job. The molten filler metal is covered with flux. This flux is shielded the molten metal contamination from atmospheric gas. This process can be automatic or semi automatic control.     
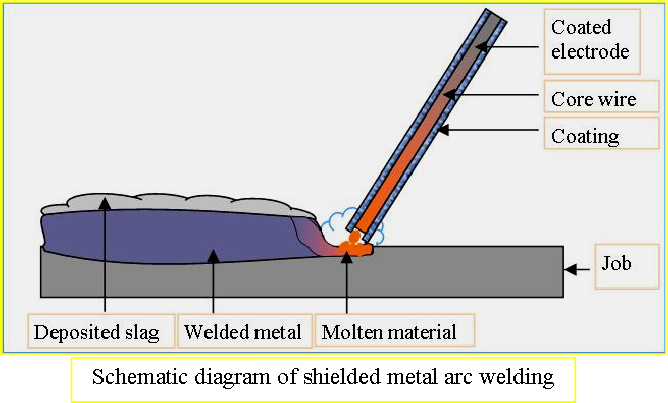
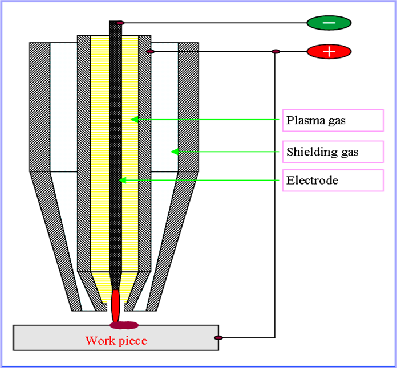
SHIELD METAL ARC WELDING Heat is obtained in shielded metal arc welding from electric arc strike between coated arc electrode and weld metal. If more or less metal deposit and more or less fusion rate is required on weld metal, thus heat variation controlled by higher or lower current. The produced electric arc melts the coated electrode’s end and work piece also. Thus the fusion process is started and the filler material droplets are transferred from coated electrode to weld metals. This molten metal bonded the both work piece which to be weld. The coated of electrode is melt on the molten metal and produced a gaseous shielding and slag for atmospheric gaseous contamination of molten filler metal      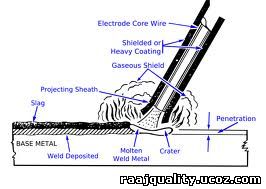         PLASMA ARC WELDING Plasma is the ionized state of gas atoms. When an ionized gas passes through the electric current, it becomes mixture of ions, electron and highly excited atoms. Thus the energy of plasma and the temperature is dependent on the amount of the electrical power employed. A tremendous amount of temperature is obtained from plasma torch is about 500000F. The plasma welding is one type of arc welding process by which single body is produced by heat is obtained from plasma between the work piece and tungsten or tungsten alloy electrode. There are two types of inert gas is employed for plasma welding process, one formed the plasma and other is shielding the plasma. Principle of plasma welding A non-consumable cathode electrode as a tungsten and water cooled copper as anode is used in this welding process. The initial arc is ignited with the high frequency arc. A pilot circuit is used to produce initial ionization for the plasma jet. The torch body water cooling must be provided for sufficient cooling otherwise premature overheating is occurred. The arc is compacted with the help of a small diameter nozzle. Which is squeezes the arc, increases the pressure, temperature and heat intensity, thus the arc is obtained stability. There are two types of plasma arc torch is used, 1.Transferred arc torch, 2. Non-transferred torch. In the non transfer arc process the arc is produced between the tungsten electrode (-) and water cooled nozzle (+). Plasma is produced as a flame. The arc is totally independent of the work piece and it does not help to completion of electrical circuit. In the
transferred arc process is also an arc is produced between the work piece (+)
and electrode (-). In this process the produced arc is transferred electrode to work piece. It has extraordinary power of plasma arc, which posses high jet velocity and high plasma density. By this facility, it is used to cut and weld the metals. Which metals we can not cut by means oxy-acetylene process, there plasma arc can do very effectively due to its high arc travel speed. A pilot arc is established in between the electrode and nozzle for initial ignition. As the pilot arc touches the job, then immediately the main current start to flow between the work and electrode. Thus the arc is produced.
FLUX CORED ARC WELDING In view of operational action and equipments, the flux cored arc welding or FCAW is similar welding process of metal inert gas or MIG welding. arc welding method is fully automatic or semi automatic. A consumable flux coated tubular electrode is continuously fed into the welding joint. To producing an arc, a constant current or voltage supply is required. In this welding process may be or may not be used a shielding gas, because the electrode contains itself a flux coated. In the time of welding the consumable electrode is fused and flux also fused same time. So fused flux itself make an atmospheric shielding gas, which prevents inclusion of atmospheric harmful gases. This welding process is widely used vassal construction industries, because it has large rate of metal deposition. For getting good mechanical properties of weld joint, the environment should be wind free. Otherwise shielding of welding zone will be broken. Generally it produces less weld defect joint. Produced slag is easily removed from weld joint. | |
| Views: 52905 | Downloads: 0 | Comments: 23 | Rating: 0.0/0 | |







| Total comments: 14 | 1 2 » | |||||
| ||||||
| 1-10 11-14 | ||||||